

























By Dr Yashwant Mahajan
Titanium and its alloys are eye-catching engineering materials used in aerospace, automotive, biomedical, and marine industry because of their exceptional mechanical properties such as high specific strength and physical properties like excellent corrosion resistance and superb elevated temperature properties (Opportunities and Issues in the Application of Titanium Alloys for Aerospace Components). However, to achieve the high strength for manufacturing load bearing near net shape components they require extensive thermomechanical processing and complex casting routes.
One of the most challenging problems facing today by many industries is how to manufacture lightweight, strong, complex shaped metallic components in a cost-effective manner.Additive manufacturing,also known as 3D printing, to be at the helm of attention as industries around the world unravel its immense potential to revolutionize the production processes.Additive manufacturing (AM)is a process in which a three-dimensional object with intricate shape is built from a computer-aided design (CAD) model, usually by successively adding materials in a layer-by-layer fashion.Main advantages of AM are their capability to manufacture complex geometries (The Management of Additive Manufacturing Enhancing Business Value), lighter structures, and the ability to make tailor-made products.
In traditional subtractive manufacturing processes, an increase to the volume of material removed from the billet or an increase in the geometric complexity of the design cause the manufacturing time to be longer and the manufacturing costs to be higher. This often leads to components having excess material that cannot be cost-effectively removed (Handbook of Sustainability in Additive Manufacturing: Volume 2). It is also possible to design complex AM parts that are as strong as, or even stronger than traditionally manufactured parts made with multi-materials (Additive Manufacturing of Metals: The Technology, Materials, Design and Production). Currently, AM is being used in almost every manufacturing sector by leading industries, including aerospace, automotive, energy, semiconductor, space and biomedical.
As has been pointed out earlier, recently, titanium-base alloys have been a material of interest in the aerospace, defence, automobile and biomedical, industries. This has been attributed to their exceptional specific strength at room and elevated temperatures, wear resistance, bio compatibility, excellent corrosion resistance, and low modulus of elasticity. Aerospace and defence are the largest consumers of titanium metal.
Figure – 1 – The Boeing 787 Dream liner is a long-haul, wide body, twin-engine jetliner. Source: Boeing 787 N1015B ANA Airlines. Creative Commons Attribution-ShareAlike 2.0 Generic (CC BY-SA 2.0).
As shown in Figure 1 The Boeing 787 Dreamliner is a long-haul, wide body, twin-engine jetlinerabout 15% titanium alloy parts (engine components and fastners) are used.NMG Aerospace produces components for the nose wheel of the Boeing 787 out of a lightweight and stronger Titanium material. Specifically, NMG uses Titanium 5 Al-5Mo-5V-3Cr for the landing gear material.Incidentally, Norsk Titanium US Inc, a leader in titanium AM for the aerospace industry, supplied new parts for the Boeing 787 Dreamliner. Norsk used a Rapid Plasma Deposition™ (RPD™) – A DED 3D Printing Technology process which uses melting a titanium wire in a cloud of argon gas. This technology ultimately improves the strength and durability of the final part, and works similar to Directed Energy Deposition (DED) though Norsk’s process employs an electron beam which enables it to heat the powder in several places simultaneously. The parts included 3D-printed titanium components which were certified by the FAA (Federal Aviation Administration, A U.S. government agency which regulates civil aviation) (Recent 3D Printing Applications in the Aeronautics Sector).
Currently, in aerospace industry the focus is on the production of a majority of lightweight, small sized, complex shaped parts through innovative designs that results in fuel savings and significant economic benefit during the service life of the aircraft. In this context,AM technology would be quite suitable for the production of such smaller components with complex geometries. A titanium structural part produced by NORSK TITANIUM using their patented RPD process is shown in Figure 2 (a). In another example, a typical component for an aircraft cargo door designed for Additive Manufacturing for demonstration purpose is shown in Figure 2(b) (3D-printing for Aerospace: Fatigue Behaviour of Additive Manufactured Titanium).

Figure- 2(a)- Certified AM titanium structural part manufactured by Norsk Titanium’s proprietary Rapid Plasma Deposition (RPD)process for Boeing’s 787 Dreamliner. Image courtesy of Norsk Titanium. Credit: Einar Aslaksen

Figure – 2(b) – A Ti6Al4V lift fitting for an aircraft cargo door designed for AM for demonstration purpose.
Image courtesy of Rodger Romero Ramirez (Linköping University).
Additionally, AM of titanium components is also focusing on parts with high buy-to-fly ratio (the weight of the originally purchased stock material to the weight of the final finished part), to reduce the input weight of titanium since this aspect is particularly relevant in the case of aeronautics and space(Additive Manufacturing of Titanium Alloys). AM has the potential to reduce this ratio significantly. This not only saves cost for precious titanium alloys, but also reduces machining time and associated expenditure. The following example exquisitely emphasizes how one can achieve the cost saving by substituting conventional processing with additive manufacturing route.

Figure – 3 – Ti-6Al-4V bleed air leak detect (BALD) bracket fabricated using additive manufacturing.
Courtesy: ORNL
Researchers at the Oakridge National Laboratory constructed a Ti-6A-4V Bleed Air Leak Detect (BALD) bracket for the Joint Strike Fighter (JSF) engine using EBM technology (Figure 3). Traditional manufacturing from wrought Ti-6Al-4V plate costs almost $1000/lb due to a high (33:1) buy-to-fly ratio. In contrast, this ratio is just over 1:1 for the AM built part. AM resulted in weight savings of about 50% (Case study: additive manufacturing of aerospace brackets).
However, the high cooling rates and steep thermal gradient present during the AM process, for example, through laser-based AM, in concurrence with the complex thermal history typically encountering during AM often results in porosity, elemental segregation, columnar grains,high residual stresses and non uniformly-distributed phases in the microstructure– either during solidification or through post solid-state phase transformations. This leads to heterogenous mechanical properties at different locations of the built metal part associated with a very fine microstructure and the formation of columnar grains that can give rise to anisotropy in the mechanical properties (Designing against phase and property heterogeneities in additively manufactured titanium alloys).
Moreover, the unavoidably formed defects during the AM processes will seriously deteriorate the products’ mechanical and fatigue properties (Deformation and fracture behaviour of laser processed dense and porous Ti6Al4V alloy under static and dynamic loading). Generally, most of the titanium base alloys, particularly α/β (e.g., Ti-6Al-4V) and β alloys are solid state precipitation hardened to achieve greater strength and it is considered to be one of the most effective strategies being adopted by the industry (Light Alloys: Metallurgy of the Light Metals, 5th edition).
Depending on the size, shape and distribution of the nanoprecipitates, they can simultaneously serve as efficient dislocation sources and obstacles to dislocation motion, and thereby, contribute to strengthening while optimizing strength–ductility performance in alloys (Nanoscale precipitates as sustainable dislocation sources for enhanced ductility and high strength). Another strategy being followed is strengthening without causing reduction in ductility is to achieve nanograins with randomly architectured dense twin boundaries (TBs) (Nano-structural metallic materials: Structures and mechanical properties). In this strengthening mechanism,which exists in metallic alloys is the creation of densely populated low-energy nanometre scale twinning. As shown in the case of copper (Revealing the Maximum Strength in Nanotwinned Copper), nanoscale low-energy twin boundaries by hindering the transmission of dislocation motion, provide significant strengthening (including work hardening) as experienced in conventional high-angle grain boundaries.
Moreover, Twin boundaries also represent low-energy boundaries with a much-reduced mobility at elevated temperatures boundaries (Grain boundary migration in metals: Thermodynamics, kinetics, applications). This property renders them thermally and mechanically more stable than random high-angle grain boundaries. (Strengthening materials by engineering coherent internal boundaries at the nanoscale). Interestingly, it has been demonstrated that a dramatic enhancement in the tensile elongation-to-failure and work-hardening coefficients is also observed upon decreasing twin thickness (nanotwins), in contrast to the reduction of these quantities reported for smaller values of grain size in nanograined metals (Nano-structural metallic materials: Structures and mechanical properties; Dislocation mechanisms and 3D twin architectures generate exceptional strength-ductility-toughness combination in CrCoNi medium-entropy alloy).
It has been recently established by the scientists at Berkeley Lab and UC Berkeley that in titanium forging at cryogenic temperatures introduces ultrahigh density nanotwins which results in exceptional ultimate strength of almost 2 gigapascals and pronounced ductility (a true failure strain close to 100% at 77 Kelvin)in conjunction with high thermal stability (Cryo-forged nano-twinned titanium with ultrahigh strength and ductility). Figure 4 shows Electron back scatter diffraction (EBSD) image of the microstructure of cryo-forged pure titanium with a nanotwinned structure. The unusual feature of this unique structure is that, we no longer have to choose between strength and ductility but instead can achieve both. Moreover, this newly formed material maintains its structure and properties to high temperatures up to 600 degrees Celsius, demonstrating the versatility of the material.Furthermore, the researchers found that nanotwinning doubled the metal’s strength and increased its ductility by 30% at room temperature.
However, we believe that since the processing is some what complicated (Figure 5) it will pose some difficulty in implementing this process for industrial applications to manufacture complex shaped near net shaped parts.
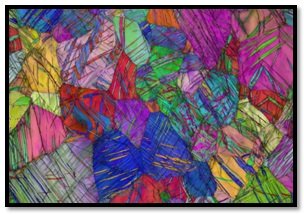
Figure – 4-Electron back scatter diffraction (EBSD) to image the structure of pure titanium with a nanotwinned structure. Each colour represents a unique orientation of the grains. The thin strips reveal the nanotwinned structure produced via a process called cryo-forging. Credit: Andy Minor/Berkeley Lab.
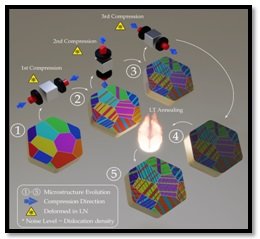
Figure – 5 – A schematic showing the cryo-forging process to generate a nanotwinned structure in
high-purity titanium. (Credit: Andy Minor/Berkeley Lab)
Generally, it is a challenging task to create large density of nanotwins in metallic materials and it requires complex processing methods such as electrodeposition (Localized Pulsed Electrodeposition Process for Three-Dimensional Printing of Nanotwinned Metallic Nanostructures) or severe plastic deformation (Nanotwinning: Generation, properties, and application). Notwithstanding, such processes result in nanotwins which are generally of limited size, shape and possessing inadequate thermal stability (Stabilizing nanostructures in metals using grain and twin boundary architectures).
Researchers from Australia (Monash University, based in Melbourne), China and USA, have jointly worked and published the research findings of their study, which demonstrates the use of Additive Manufacturing (3D printing) to develop an ultra-strong titanium alloy via the manipulation of its microstructure. The research, published in Nature Materials, was done on commercially available material. In this study (Ultra-strong nano-twinned titanium alloys through additive manufacturing), they have taken advantage of the distinctive characteristics of additive manufacturing, that is namely, occurrence of thermal cycling and rapid cooling and produced a unique nanoprecipitation microstructure (a unique nano-precipitation microstructure of dense, stable and multiple internal twin precipitates within the nanoprecipitates in the matrix material) in a β-titanium alloy (Beta-C, Ti-3.63Al-8.03V-6.02Cr-4.03Mo-4.00Zr (wt%), a commercial titanium alloy)that the researchers believe is a first of its kind.. The peculiar feature of these extraordinary nanoprecipitates is that they themselves are nanotwinned in nature, with an average twin thickness of <10 nm. The densely populated and internally twinned nanoprecipitates lead to unmatched strength levels while maintaining excellent ductility.
The researchers followed Laser Beam Powder Bed Fusion (PBF-LB) technique by application of laser beam (400W) to melt and deposit the ß-titanium alloy powders in a layer-by-layer fashion into a form of bars with a hexagonal cross section. Subsequently,the printed bars were cut off from the substrate by wire electrical discharge machining.The additively manufactured parts were subjected to annealing/aging heat treatments at two different temperatures (480 and 520ºC); the tensile stress-strain curves of as-built and post-processed parts were plotted. One can interpret from the curves, the thermally treated samples showed what the researchers considered an unexpectedly high level of strength, with a 50–70% relative improvement over the as-built sample. In particular, the UTS after the 480°C post-heat treatment reached the level of 1,611 MPa (compressive strength >2200 MPa) while maintaining a good uniform elongation of 5.4%. Whereas, after post annealing/aging heat treatment at 5200C resulted into the UTS of 1425MPa at the same time retaining the elongation of 7.8 %.
It is worthwhile to mention that most of the commercial titanium alloys top out at around 1,000 MPa (New titanium alloy has highest specific strength of any 3D-printed metal).These properties are believed to be surprisingly quite high as far as additively manufactured titanium alloys are concerned. The interested readers may please have a glimpse at the tensile stress strain curve given in Figure 1 (a) of the reference (Ultra-strong nano-twinned titanium alloys through additive manufacturing). The results shown in this figure also signify that the strength and ductility of this alloy can be tailored by manipulating the heat treatment strategy: a lower temperature resulted in higher strength,whereas a higher temperature led to comparatively greater elongation. Figure 1 (b) of the same reference, the authors have compared the specific strength of the present ß-titanium alloy (produced by LPBF process) with most of the steels, aluminium alloys and nickel-based super alloys fabricated by AM, which beyond any doubt, shows the superiority the present AM manufactured ß-titanium alloy in terms of its specific strength.
This particular aspect is of paramount importance for avionics and aerospace applications where strength-to-weight ratio plays a vital role in fuel saving and thereby reducing the overall cost. It is worthwhile to note that mere simple heat treatment route can achieve these outstanding properties in AM titanium.The researchers made an attempt to investigate further to shade some light to unravel the origin of the superb strengthening effect associated with this LPBF titanium alloy by carrying out thorough microstructural study of this alloy. It was noticed thatin as printed alloy there was no evidence of the presence of α-precipitates in the body-centred β-phase matrix of this alloy, although it had undergone high heating and cooling thermal cycle,unexpectedly, they observed a high density of dislocations with dominant screw character in the matrix phase. This implies that a large strain energy density could be stored in the as printed material without causing hardly any significant strain relaxation (Microscale residual stresses in additively manufactured stainless steel).
The subsequent heat treatment gave rise to the microstructure (containing nanoscale α-precipitates with the size in the range of 10-50 nm), which appears to be quite different from those generated by following conventional one-step heat treatment, where scantier and coarser precipitates are present within the grains and along the grain boundaries. The dominant feature of heat-treated AM alloys is the presence finer distribution of intra-granular nanoprecipitates within the heat-treated microstructure. It is important to note that the grain boundary phases which are normally present in thermally-treated traditional alloys that are a source of degradation of strength and ductility since grain boundary region is considered to be a weak region of the microstructure. This occurs because plastic strain tends to localize around the GB α-precipitates during deformation, deteriorating the mechanical properties. However, in heat-treated AM alloy since there are hardly any α-precipitates present at the β-phase grain boundaries the material does not undergo degradation of strength and ductility properties. Further observation carried out by Bright Field Scanning Transmission Electron Microscopy (BE-STEM)imaging of these α-precipitates along the<111>β beam direction in a heat-treated sample unravelled an unusual feature i.e., extremely fine lamellaer structures inside the α-precipitates which could be distinguished by numerous parallel lines oriented along three directions.could be distinguished by numerous parallel lines oriented along three directions.
Every two directions hadan angle of ~120° between them. As shown in Figure 6,BF-STEM images showing a high number density of lamella contrast oriented along three directions existing in α-precipitates.
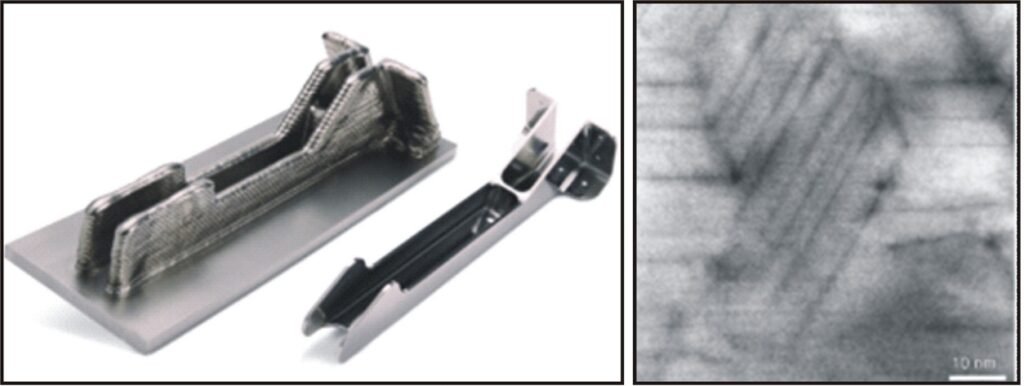
Figure – 6 – Asa hypothetical example, a typical potential candidate, Norsk Titanium’s 3D-printed and machined partmay giverise to Nanotwinned α-precipitates in the microstructure as shown in STEM image of AM β-titanium alloy subjected to post annealing heat treatment. It is to be noted thatBF-STEM images showing a high number density of lamella contrast oriented along three directions existing in α-precipitates. Image credit: Norsk Titanium
Further analysis identified that basically, these are nanotwinned {10¯11}αprecipitates. It is important to note that they can act as slip planesto release the internal stress and increase the number of slip systems in α-precipitates with a hexagonal close-packed structure and presumably improve the ductility of an alloy (Cryo-forged nano-twinned titanium with ultrahigh strength and ductility). Additionally, the Atomic-resolution HAADF-STEM image also revealed at the early stages of heat-treating Mo/Zr heterogenous solute solute segregation occurs at the {10¯11}αprecipitates{Figure 3 (f)}of the reference Ultra-strong nano-twinned titanium alloys through additive manufacturing). The presence of solutes hasa pinning effect on the twin grain boundaries and further increases its stability.
Molecular dynamics (MD) simulations revealed the effect of printed dislocation configuration on nano twin α-precipitation during subsequent heat treatment. By applying a three-way tensile stress to the β-phase matrix containing a dense 1/2 screw dislocation to simulate the micro-strain structure of the printed state, it was found that the α-precipitated phase nucleated along these dislocations, as shown in(Figure 4 of the reference Ultra-strong nano-twinned titanium alloys through additive manufacturing).This is because local strain around the dislocation core can significantly reduce the energy barrier required for nucleation of the precipitated phase. What’s more, all three twin-related α variants can form nuclei individually at different misalignment positions. These α variants grow up as heating time increases and form multiple twin variants. This simulation results are consistent with the experimental results observed in (Figure 3 of the reference Ultra-strong nano-twinned titanium alloys through additive manufacturing).
This work uses additive manufacturing technique along with simple heat treatment route to introduce high-density nano twin precipitates into the material structure, resulting in super-strong titanium alloys with moderate ductility. At the same time, the results of this work also bring new avenues to the traditional precipitation strengthening mechanism commercial titanium alloys which will enable them to be used in load-bearing applications, making them ideally suited to aerospace, space, defence, energy and biomedical industries.
Footnote: Due to copyright permission issue we are unable to include the Figures of the original source in this article. Therefore, for obtaining further details we would like to request the interested readers that they may please refer to the paper Ultra-strong nano-twinned titanium alloys through additive manufacturing), which is published in Nature Materials.
About Author
Dr Yashwant R Mahajan was Technical Advisor at International Advanced Research Centre for Powder Metallurgy and New Materials (ARCI), Hyderabad. He obtained his Ph.D. degree in Physical Metallurgy in 1978 from Polytechnic Institute of Brooklyn, New York. He has worked in various capacities, namely, Scientist/Joint Director at the Defence Metallurgical Research Laboratory, ARCI,and Defence Research and Development Laboratory, Hyderabad, India, and Hindustan Aeronautics Ltd., Bangalore, India. Dr Mahajan made major contributions in the areas of MMCs, advanced ceramics, and CMCs. Under his leadership, a number of ceramic- based technologies were developed and transferred to the industry. He has published more than 130+ technical papers inpeer-reviewed journals and conference proceedings and holds 13 patents (including 2 US). Dr Mahajan had initiated and successfully implemented a number of programs concerning selection and application of advanced materials for defence applications, which includes Development of Infrared Domes and Windows Based on Transparent Ceramics, SiAlON Radomes for Hypersonic Missile Applications, Ultra-High Temperature Materials for the Air frame and Scramjet Engine of Hypersonic Technology Demonstrator Vehicle, Reaction Bonded Silicon Carbide Thrust Bearings fo rNaval Application, and Silicon Carbide Based Mirror Substrates for Satellite Application. He is presently Editorial Advisor to Nano Digest.
Email: mahajanyrm@gmail.com







